SAW Fluxes are manufactured from mineral constituents in two main form: fused and agglomerated. Agglomerated fluxes are a mixture of selected, finely crushed minerals from natural sources, partly heattreated before manufacturing and metallic ingredients. all constituents are intimately dry mixed and bonded with either potassium silicate or sodium silicate to a wet mixture. This mixture is pelletized and formed to grains in special equipments such as mixer and granulation unit. After baking and screening to the proper grain-size, the flux is ready for testing and packaging.
1. Brief Introduction and points for attention.
SAW agglomerated fluxes owns perfect welding technological characteristics, steady are nice welding formation and easy in slag removing. NO smoke or smell produced in course of welding, perfect in rust and blowhole resistance. Except PWL-601, all can be operated with AC or DC.
Loose packed SAW agglomerated fluxes can be recycled due to its small specific gravity, so the consumption can be much more less than fused flux (above 20%)
Since suitable amount of alloy element can be added to SAW agglomerated fluxes, with the combination of suitable welding wires, it can be widely adopted in the important welding operation of boilers, preseure vessels, chemical industry containers, nuclear power plant, bridges, ships, oil gas pipelines, steel structured houses, oil rigs, etc
2. Guidelines of choosing SAW fluxes and Wires
Before application, only a certain understanding of the material of welding pieces, specifications of welding equipments and welding consumables, as well a suitable combination method can guarantee the quality of finished welds.
Normal carbon steel and low alloy shall adopt equal strength welding wires and the fluxes to be chosen accordingly in consideration of structure form of work pieces, steel plate thickness (high or low handness), working conditions (dynamic or static load conditions), rapture resistance properties and other requirements.
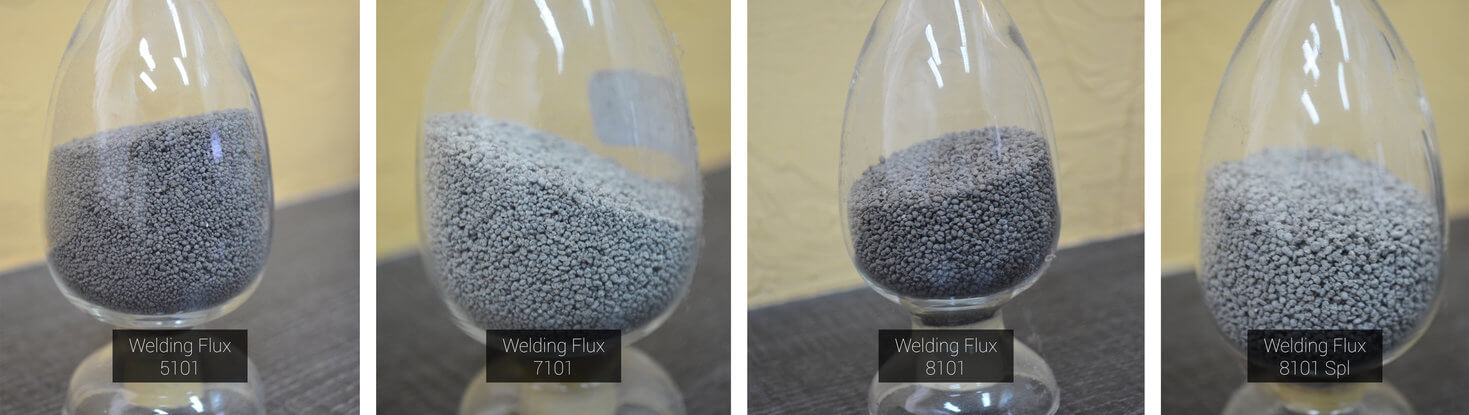
If good plasticity, high impact toughness, satisfied low temperature properties, and strong rapture resistance are required, the high alkalinity fluxes shall be applied, like: PWL 7101, PWL 7101q, PWL 7102, PWL 7105q, etc.
If good welding technological characteristic, easy in slag removing, nice welding formation, suitable plasticity and impact toughness are required, acidic agglomerated fluxes shall be adopted, like: PWL 5101, PWL 5101m, PWL 5103 (KF385), etc.
If special requrements are necessary for working pieces, like mining equipments, wearing resistance items, etc., the fluxes shall be selected accordingly, like PWL 4102, PWL 4103, PWL 4105.
For neutrality ones, PWL 8101special shall be applied which gives excellent resutls for spiral pipes for water pipe lines.
For stainless or figured steel welding, PWL 6101 can be selected.